転がり軸受解析工房は、転がり軸受設計ツールをご提供します
解析事例−s17EXAMPLE-s17
EPC法によるエッジロードを考慮した転がり疲労寿命計算
事例s10はφ12×12円筒ころの転がり疲労耐久試験結果と、従来スライス法+MOYER法によるROBPACS寿命計算結果を比較しましたが、ここではEPCスライス法で得られたころ面圧分布によるROBPACS寿命計算結果について、その妥当性を検討します。
ころ分割数は、20分割, 100分割, 200分割の3種類計算します。
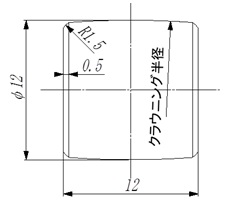
図1 φ12×12円筒ころ(耐久試験ではφ20円筒ころと接触)
事例s10では、転走面直径(溝径)がφ12の内輪と、φ12円筒ころ転動体からなる軸受(PCD=24, 転動体数=1)の寿命計算し、その内輪寿命値と実験結果とを比較しました。(実験ではφ12とφ20の円筒ころの接触になります)
事例s10で使用した「従来スライス法+MOYER法」では、転走面の軸方向荷重分布計算に、転動体の直径が影響しないため(ころと転走面間の変位と荷重の関係式であるPalmgrenの式に転動体直径が含まれていないため)、ころ軸方向荷重分布算出には、φ12転動体(円筒ころ)とφ12内輪転走面直径(PCD=24)の計算で問題ありませんでした。
しかし、EPC法では、この手法で計算すると、φ12とφ12の円筒の接触となり、実験でのφ12とφ20の接触面圧を再現できません。そこで、本事例では、φ12の転走面直径(溝径)を有する内輪と、転動体としてφ20の円筒ころを1個有する軸受(PCD=24)として計算します。
これは、軸受寿命理論では転動体の寿命が考慮されないため、実験結果と比較するために、φ12の円筒ころを内輪として内輪寿命を求め、かつ正しい接触面圧を得るために、φ20の円筒ころを転動体に用いる、という手法になります。これによりEPC法寿命結果と実験での寿命結果との比較が可能となります。
なお、この方法では、事例s10と比べて軸受PCDがアップするため内輪負荷容量がアップします。従って、事例s10と計算寿命の定量的比較を行うことはできません。
繰返しになりますが、事例s10同様、疲労耐久試験がφ12円筒ころ単体で行われているため、ROBPACSで軸受として解析するには無理がありますが、クラウニングによって変化する転がり疲労寿命計算比較には利用できると考えています。
<解析結果>
図2は、サンプルV1〜V5の接触面圧の違いを表したもので、分割数を変えたときの結果も掲載しています。(左右対称であるため、ころ長さの半分だけを表示しています)
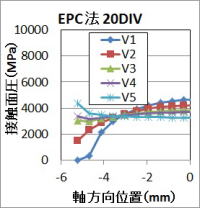
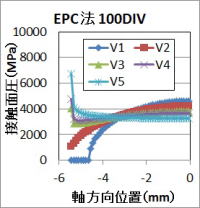
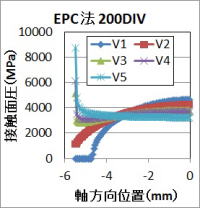
(a)20分割 (b)100分割 (c)200分割
図2 分割数の違いによる最大接触面圧の比較
V1からV5に向かうつれ、エッジロードが増加していることがわかります。また、エッジロードは分割数の増加とともに増加しており、エッジロードが大きいものほど(特にV5)で顕著であることがわかります。なお、V1,V2はエッジロードが発生していないため、分割数に関係なくほぼ同じ面圧が得られています。
図3は、図2の結果を編集したもので、分割数の違いによる接触面圧の違いを表したものです。V1,V3,V5について、掲載しています。
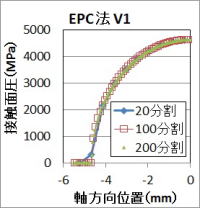
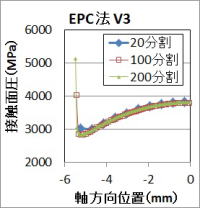
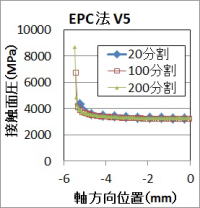
(a)V1 (b) V3 (c)V5
図3 分割数の違いによる最大接触面圧の比較
V1では分割数に関係なくほぼ同じ面圧が得られ、V3,V5では分割数増加によりエッジロードが大きくなっていることがわかります。
図4は、EPC法200分割、NOCPAC、「従来スライス+MOYER法」との接触面圧と比較したものです。
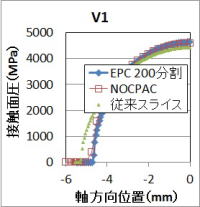

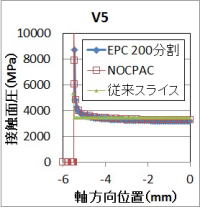
(a)V1 (b) V3 (c)V5
図4 EPC法、NOCPAC、従来スライス法との最大接触面圧の比較
EPC法はNOCPACと良く一致しており、接触面圧の非常に良い近似を与えていることがわかります。なお、NOCPACのエッジ部面圧はメッシュが細かいため、V3,
V5で縦軸からはみ出しています。
図5は、PCD=32mmのときのEPC法を使用したときの寿命計算結果です。
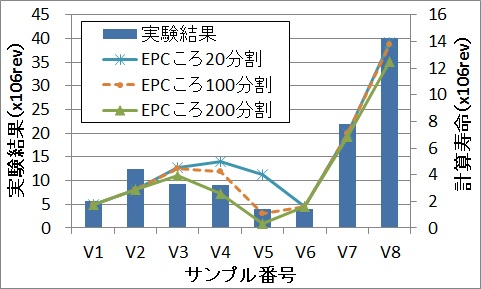
図5 EPCスライス法による寿命計算結果と実験結果比較
全般的に実験の傾向を捉えていると言えますが、分割数の違いについて分析すると、以下のようになります。
V1,V2等のエッジロード発生が少ない条件では、図3で見たように、接触面圧は分割数に関係なくほぼ同じ値であるため、寿命値も同じになりますが、エッジロードが大きくなる条件(V4,V5等)では、分割数が大きくなるにつれエッジロードが大きく計算され、寿命値が低下しています。
実験ではV1〜V5の形状(V1からV5に向かうにつれクラウニングRが大きくなり直線に近づく)で、最適クラウニングはV3である(*)と結論付けれらています。100分割,200分割の場合は、V3がピークになっており実験と一致していますが、20分割ではV4がピークとなっており、間違った最適形状を与えています。このため、最適クラウニング形状を求める際に20分割で計算してはいけないことがわかります。
(*)Sugiura, I., Itoh, S., Tsushima, N., and Muro, H., Investigation of Optimum
Crowning in Line Contact Cylinder to Cylinder Type Rolling Contact Fatigue
Test Rig, Rolling Contact Fatigue Testing of Bearing Steels, STP771, Ed.,
J. J. C. Hoo, p.136-149, ASTM, 1982.
または、Itoh, S., and Sugiura, I., Investigation of Optimum Crowning in Line Contact Cylinder to Cylinder Type Rolling Contact Fatigue Test Rig, NTN Technical Review, No.48 (1982), pp.18-26.
接触面圧をベースに寿命を計算する場合の問題点は、エッジ部が特異点であり、分割数を細かくすればするほど、接触面圧が大きくなり、寿命はどんどん低下していくと予測されることです。ちなみに分割数を細かくしても表面下応力は飽和するため、表面下応力を用いて寿命計算を行うNOCPACではこのような問題はありません。
このため、NOCPACの傾向に近い計算結果が得られるものが優れた計算方法であるという基準を設け、以下では、100分割、200分割のどちらが良いか判定します。以下に事例s10でのNOCPAC計算結果のみを取り出し再掲載します。
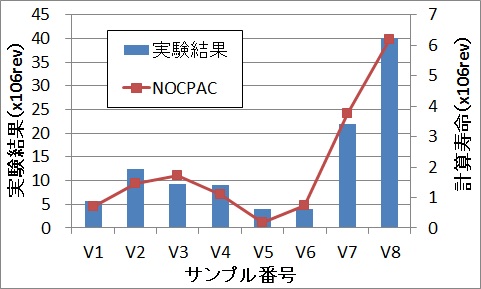
図6 事例s10結果(ROBPACS計算寿命は「従来スライス法+MOYER法」による)
図6のNOCPACと、図5のEPC法の100分割,200分割を比較すると、200分割の方がNOCPACに近いと言えます。
(注1)ROBPACSの分割数は最大200分割までで、200分割以上の検討はできません。
(注2)NOCPAC計算結果は事例s10で計算したものと同じで、負荷容量計算には、ころ径φ12、内輪転走面直径(溝径)φ12を使用しています。このため負荷容量が異なり、図5との定量的比較はできません。
(注3)NOCPACは表面下応力値から寿命を計算、ROBPACSは各スライス片の支持荷重から寿命を計算しています
以上の結果より、EPC法による「寿命を最大にする最適クラウニング設計」を行う場合、200分割を用いるのが良いと考えます。
転がり軸受解析工房
〒438-0088
静岡県磐田市富士見台4−8
TEL 0538-33-3239
FAX 0538-34-9094
e-mail info@korogari-kaiseki.com