転がり軸受解析工房は、転がり軸受設計ツールをご提供します
解析事例−c2EXAMPLE-c2
エッジロード発生時の接触面圧・表面下応力・転がり疲労寿命値
本例では、φ12×12円筒ころとφ20×20円筒との接触問題を取り扱います。円筒ころはクラウニングのないストレートころ(ころのチャンファは長さ0.5mm,
チャンファR1.5mm)を使用し、ころ端部にエッジロードが発生するようにします。
このときの正しい転がり疲労寿命値の算出方法について説明します。
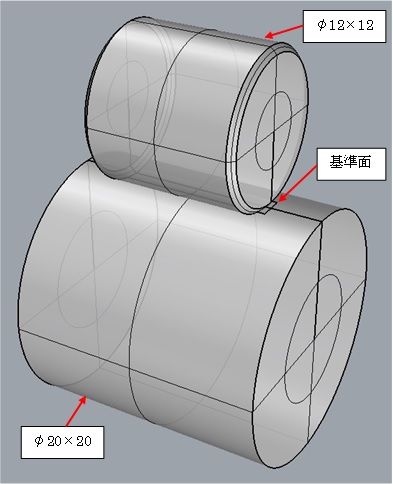
図1 φ12×12の円筒ころ(物体1)とφ20×20の円筒(物体2)と基準面(12×2)
転がり疲労寿命計算において、一番重要なのは、面圧メッシュの設定です。得られた面圧分布から応力計算がなされ、その結果から、多点LP法による転がり疲労寿命計算が行われますので、面圧分布が正しく求まっていないと、転がり疲労寿命値も正しく求まりません。
(計算手順)
1.計算領域
計算領域は12×0.65mmと設定しました。
2.面圧メッシュ
この領域に対してメッシュ切りを行います。メッシュ分割は、以下の4種類について検討します。即ち、均等分割だけのもの(下記1〜2)と、これに細分割を加えたもの(下記3〜4)です。以下の48×48などの表記は、それぞれ順にx方向分割、y方向分割を示します。ソルバーはニュートン法を使用しましたが、NO.2はメモリーオーバーとなったため、反復法を使用しました(旧32bit版でメモリー制限を設けていた時の状況で、現64bit版では4GBあればメモリーオーバーにはなりません)。
1.均等分割 96×48
2.均等分割 192×48
3.均等分割 48×48 + 片幅0.1mmのx方向不均一分割(5分割)→ x方向総格子点数=69
4.均等分割 48×48 + 片幅0.1mmのx方向不均一分割(9分割)→ x方向総格子点数=85
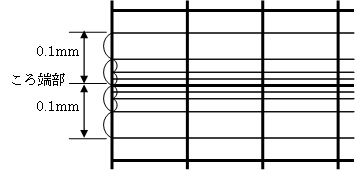
図2 円筒ころ端部に設定する細分割メッシュ
3.応力メッシュ
応力メッシュはすべての面圧メッシュに対して、以下のメッシュサイズを用いました。
x方向0.2mm幅、y方向0.002mm幅、z方向0.01mm幅
エッジ部には片幅0.1mmを均等に10分割→エッジ部のx方向メッシュ幅は0.01mm
<解析結果>
(1)接触面圧
上記5種類の面圧メッシュのうち、No.4のメッシュについて、NOCPACによる接触面圧解析結果の3Dグラフを以下に掲載します。(不等間隔メッシュであるため、市販の3Dグラフソフトを用いて作成しています)
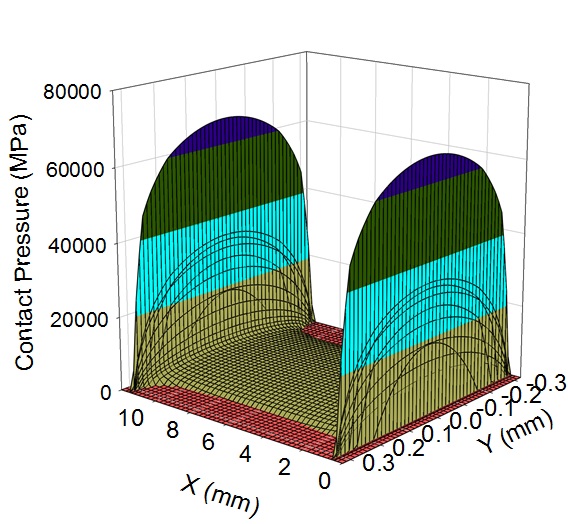
図3 接触面圧計算結果(No.4メッシュ)
図3では、ころ両端部に非常に大きなエッジロードが発生しています。本来は塑性変形が生じて、エッジロードが緩和されると考えられますが、NOCPACは弾性変形を前提として計算しているため、このような結果となります。しかし、転がり疲労寿命理論も弾性変形を前提として構築されており、転がり疲労寿命を算出するにはこの方法だ行うのが良いと考えられます。
上記の結果をy=0の断面でかつ拡大して見ると、下図のようになります。
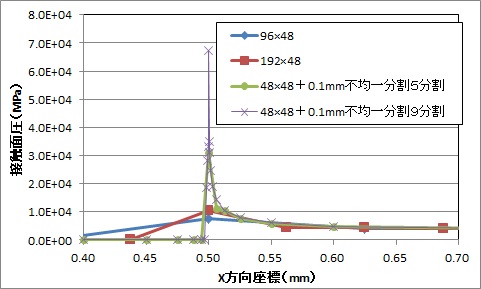
図4 面圧メッシュと接触面圧の関係
図4より、均一分割ではエッジロードのピーク値を算出できていないことがわかります。ちなみに、No.2の192×48均一分割ではx方向メッシュサイズは62.5μmで、No.4の48×48+片幅0.1mmのx方向不均一分割(9分割)では一番小さいメッシュが0.1/28mm=約0.4μmです。
また、図4で重要なのは、面圧ピーク値もさることながら、面圧が0の格子点へ向かう裾野領域が重要です。即ち、計算された接触面圧はメッシュが粗いと、図4のように、本来接触面圧が0であるべき領域(192×48分割では62.5μmメッシュなのでx=0.4325〜0.50の領域)にも接触面圧が発生してしまうということです。これはx方向のメッシュを10倍細かくして1920×48分割としてもメッシュサイズは6.25μmですから、NOCPACの不均一メッシュ9分割の0.4μmに及ばないことになります。
この裾野領域の影響は、エッジロードの値が大きいため、表面下応力値に及ぶす影響があり、ひいては転がり疲労寿命値にも影響してきます。このため、NOCPACで採用している不均一分割が欠かせないと考えられます。
(2)表面下応力(τ0)
転がり疲労寿命計算に使用する表面下剪断応力τyzによる最大応力振幅をτ0のx方向分布を図5に示します。ここで、τ0はx方向位置におけるy-z平面内のτyzの最大値に対応します。
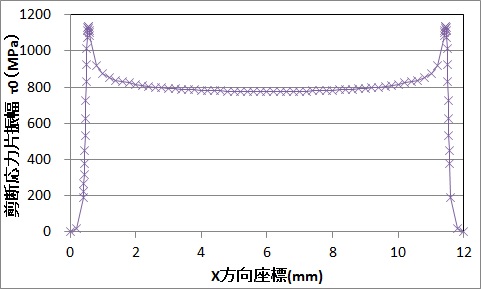
図5 最大応力振幅τ0のx方向分布
図5よりころ両端部(x=0.5とx=11.5)付近で応力振幅が大きくなっており、中央部(x=6)に応力ピークはないことがわかります。多点LP法では応力ピーク値とその深さ位置z0を用いて計算するため、この2か所のピーク値が重要になります。ただ、中央部の応力も組み入れた計算をしてもその応力値が小さいため、寿命にはほとんど影響しません。
上記4種類の面圧メッシュによる表面下剪断応力振幅τ0のx方向分布拡大図を図6に示します。
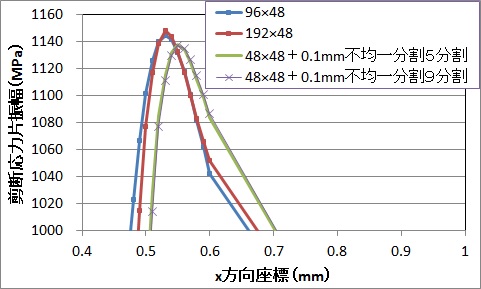
図6 最大応力振幅τ0の比較
均等分割のNo.1, 2のピーク値は不均一分割を加えたNo.3, 4のピーク値より若干大きくなっているのがわかります。これは図4のように、エッジロードの裾野の面圧が表面下応力値を上昇させているためと考えられます。
一方、No.3. 4の48×48に0.1mmの不均一分割を加えたメッシュでは、両方ともほぼ、同じ応力値が得られており、メッシュが十分小さいため、正しい応力値が求まっていると考えられます。
(3)転がり疲労寿命値
上記4つの面圧メッシュに対する転がり疲労寿命値を下表に示します。(「寿命」と書かれた欄が転がり疲労寿命値を表しています)

(注)計算時間はCore i5(3.1GHz)機による4スレッド並列計算結果
転がり疲労寿命値は面圧メッシュによって若干ですが、変動していることがわかります。
No.1, 2の転がり疲労寿命値がNo.3, 4と比べて小さいのは図6で調査したように、表面下応力値が若干大きくなっていることによります。
表1ではNo.4の0.1657×106revが一番正しい値と考えられます。(No.3とNo.4を比較すると、τ0の値はNo.4の方が若干小さい値となっています)
ちなみに、計算時間を見ると、均等分割のNo.2は、計算時間が1613secと約27分計算しても十分な計算精度が得られていませんが、No.4では129sec(約2分)で精度のよい解が得られていることがわかります。
以上のように、転がり疲労寿命値を精度良く算出するには、面圧メッシュを適切に設定するとともに、応力メッシュも最大値を捉えることができるように設定することが重要です。
転がり軸受解析工房
〒438-0088
静岡県磐田市富士見台4−8
TEL 0538-33-3239
FAX 0538-34-9094
e-mail info@korogari-kaiseki.com